
 Hoy es viernes y toca corregir
Hoy es viernes y toca corregir
TRATAMIENTOS TÉRMICOS
En el examen de esta semana hemos tratado la curiosa historia del acero toledano.
Con la sistemática de forjado y temple de estos aceros SE generó la leyenda de invencibilidad de las armas fabricadas en Toledo.
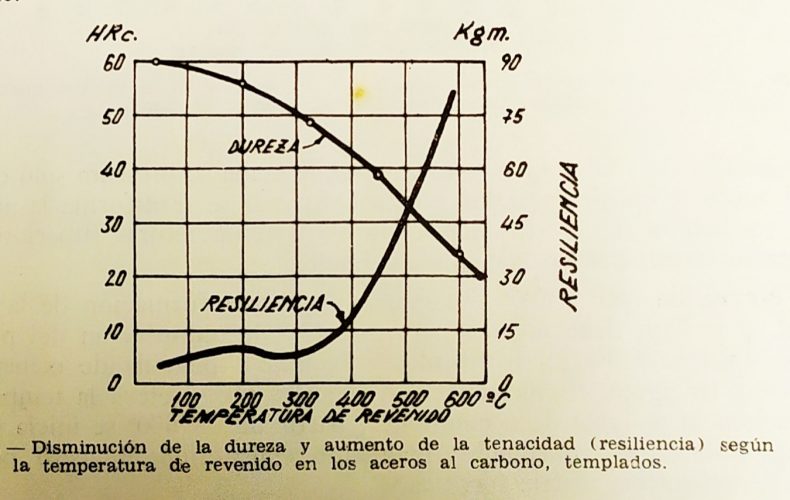
Finalmente, las casualidades y la falta de medios, hizo que se tuviera que experimentar, naciendo un nuevo tratamiento térmico que dotaba a estas armas duna especial dureza y resiliencia cuando se enfrentaban en combate.
Archivos de la categoría: BLOG
Cambios dimensionales en el temple, Cromado, Designación simbólica de los aceros, Nitrocarburacion, Nitruracion, Normalizado, Pavonado, Recocido, Recocido de ablandamiento, Shot peaning, Sur-sulf, Temple, Temple en prensa, Temple inducción, Tenifer, Vaporizado, Carbonitruración, Antidesgaste, Antioxidacion, Resistencia en cámara de niebla salina, aceros inoxidables, aceros inoxidable martensiticos, aceros inoxidable ferriticos,aceros inoxidable austeniticos, aceros inoxidable duplex, Pavonado inoxidable, aceitado, aceitado negro, deshidrogenado, tenifer, oxinit, ionitox,
EL ACERO TOLEDANO
Hoy es lunes y toca examen
TRATAMIENTOS TÉRMICOS
Curiosidad histórica, dificultad muy alta.
EL ACERO TOLEDANO
RECOCIDO DE ABLANDAMIENTO
RECOCIDO DE ABLANDAMIENTO, Hoy es lunes y toca examen
TRATAMIENTOS TÉRMICOS
Curiosidad histórica, dificultad media.
Sobre esta curiosidad metalúrgica ya hablamos hace unos meses, pero creo que es importante
Calculadora
Cálculo de pesos
TRATAMIENTO TEMPLE MASICO
Hoy es viernes y toca corregir.
TRATAMIENTO TÉRMICO
En el examen del lunes planteabamos cuáles fueron los tratamientos realizados en nuestras piezas para conseguir la máxima tenacidad después de un tratamiento térmico de erróneo.
Aquí os dejo en enlace:
https://www.linkedin.com/posts/jesus-de-francisco-p%C3%A9rez_hoy-es-lunes-y-toca-examen-tratamientos-activity-6855763733046669312-Qk7-
Nuestros engranajes sufrían de falta de tenacidad después de un tratamiento térmico de inducción sobre un sustrato recocido.
Por lo tanto en su recuperación era esencial resetear la estructura para volver a generar una estructura tenaz adecuada.
RETOMAMOS LAS VISITAS COMERCIALES
Hoy es miércoles y toca informar
TRATAMIENTOS TÉRMICOS BILTRA
Por fin y después de mucho tiempo la situación con el coronavirus se ha normalizado.
Esto me permite volver a tomar contacto con los clientes y poder realizar las visitas técnicas de una forma más naturalizada.
A pesar de todas las tecnologías,correos electrónicos,videoconferencias, WhatsApp O cualquier otro medio de comunicación, el contacto humano sigue siendo esencial entre nuestras empresas.
Para sacar adelante muchos proyectos es necesario la cooperación E implicación de varios proveedores.
La próxima semana comienzo los contactos con los clientes de BILTRA en el Territorio histórico de Gipuzkoa, por lo que si en algún caso tenéis alguna consulta que realizarme, será un placer poder atenderla y volver a vernos de forma física.
CURVAS DE TEMPLABILIDAD
 Hoy es lunes y toca examen
Hoy es lunes y toca examen
TRATAMIENTOS TÉRMICOS
Caso práctico, dificultad alta
En nuestro último examen nos encontrábamos con unos elementos mecánicos de seguridad, engranajes, qué en las pruebas de máquina habían sufrido arrancamiento de los dientes, dando lugar a una crisis en el cliente.
Aquí os dejo en enlace:
https://www.linkedin.com/posts/jesus-de-francisco-p%C3%A9rez_hoy-es-lunes-y-toca-examen-tratamiento-t%C3%A9rmico-activity-6850688875052982272-iTsl
Analizamos las causas y vimos que aunque el acero elegido era correcto, 1.7220 , 34CrMo4 Recocido, tanto su estructura como el tratamiento térmico que lo acompañaban, provocaban la falta de tenacidad que provocaba el fallo sistémico.
AISI 630/17-4PH/15-7PH/17-7PH/17-14PH.
Hoy hemos añadido un nuevo articulo tecnico en linkedin.
Esta clase de aceros, muy utilizados en la industria, tienen una reciente historia, vinculada al uso aeroespacial y actualmente tambien en
industria agroalimentaria y del refino de petroleo.
Su metalografía es simple pero estricta.
Mediante ciclos especificos de Nitruración podemoa endurecer la suficie hasta los 1000Hv, el equivalente de 70HRc.
Os dejo el enlace:
https://www.linkedin.com/posts/jesus-de-francisco-p%C3%A9rez_aisi-630-17-4-ph-15-7-ph-17-7-ph-17-14-activity-6853216152731095040-m6sV
TENACIDAD EN ENGRANAJE
 Cómo comentamos este lunes,
Cómo comentamos este lunes,
tenemos un caso práctico sobre unos engranes seguridad que habían sido fabricados en China en acero 34CrMo4 1.7220,
y que al realizar su trabajo de accionamiento mecánico habrían sufrido la rotura de varios dientes.
Para las causas que habían provocado este fallo las opciones eran:
1- Fisuras por mal tallado. 7%
2- Fisuras por mal Trat.Termico 31%
3- Falta de tenacidad 48%
4- Impurezas e inclusiones del acero 14%
Cómo podéis ver, más de la mitad de vosotros se inclino por la opción número 3, y esa es la opción correcta.
Cómo podéis ver, ni el acero aunque fuera chino, ni el tratamiento, aunque fuera chino fueron los causantes el problema.
ENGRANES TEMPLADOS POR INDUCCION

Hoy es lunes y toca examen
TRATAMIENTO TÉRMICO
Caso práctico, dificultad alta.
El caso práctico de hoy es más habitual de lo que creemos y sucedió no hace mucho tiempo.
Un cliente se pone en contacto porque sus elementos mecánicos de seguridad, ruedas dentadas, han sufrido un fallo.
Durante las pruebas de seguridad que realizan anualmente, en una máquina, se le han roto los dientes de varios engranes, en varias unidades.
Estás piezas trabajan en caso de fallar el resto del sistema, engranando con una columna hasta que para todo el conjunto.
Las piezas estaban fabricadas en China en acero F1250 – 1.7220 – 34CrMo4 en estado de recocido, para un tallado más ágil. Para que os podáis hacer una idea, las medidas de las ruedas dentadas tienen unas medidas de Ø120 x Ø65 x 50 mm, módulo del diente 8 Z-20.
Para aumentar la resistencia al desgaste a estas piezas se les realizó un tratamiento térmico de inducción, con una dureza de 45/47 HRc en todo el diente, es decir, desde el addendum hasta el dedendum, y en todo el espesor del diente.Con este ciclo de tratamiento existía un salto de 30/35HRc entre la zona templada y la zona recocida.
Al activarse la emergencia para la que estaban diseñadas, las ruedas empezaron su trabajo , pero perdieron gran parte de los dientes, por lo que su trabajo quedó inutilizado, incurriendo en un accidente completo del conjunto de la máquina.
El desastre era mayúsculo porque el conjunto de ruedas era cercano a las 1500 y lógicamente no se atrevían a realizar el montaje por miedo incurrir en reiterados accidentes.
Finalmente, analizamos las circunstancias de la rotura, diseñamos el ciclo térmico necesario, realizamos varios ensayos y aconsejamos al cliente. Gracias a diversos tratamientos conseguimos sacar adelante estos elementos mecánicos con total seguridad en su trabajo.
Pensar bien la respuesta porque es difícil y porque es doble. En este examen analizaremos porque han sucedido las roturas en los dientes y en el examen de la próxima semana nos preguntaremos qué solución le dimos.
De entre todas las probabilidades que exponemos, ¿ cuál crees que fue la principal causa de la rotura ocurrida en el diente del engrane?